SLIVPAK 1000
NAMENA MAŠINE
Ovaj poluautomatski tunel je namenjen za sliviranje boca na koje je prethodno nabačena sliv (SLEEVE) etiketa, koja ima sposobnost termičkog skupljanja, te na taj način prijanja uz proizvod i daje mu konačan izgled. SLIVPAK 1000 je predviđen za rad u liniji ili kao samostalna mašina. Vodena para, se kao energent može obezbediti samostalno (ukoliko korisnik ima kotlarnicu) ili se uz mašinu može isporučiti generator pare.
TEHNIČKI OPIS
Linija SLIVPAK 1000 je poluautomatska i sastoji se iz nekoliko modula koji sačinjavaju funkcionalnu celinu.
Napunjene boce sa nabačenom etiketom dolaze do mašine šarnirnim transporterom, koji prolazi kroz komoru. Transporter je opremljen pogonskom i povratnom grupom, kao i jedinicama za zatezanje. Pogonjen je motoreduktorskim prenosnikom, sa fiksnom brzinom kretanja trake.
Komora za termosliviranje je postavljena na postolje, a u njoj se vrši zagrevanje folije i njeno priljubljivanje uz bocu. Vodena para u komori zagreva etiketu, koja se, pod uticajem temperature, skuplja i prijanja uz bocu.
Temperatura unutar komore se reguliše temperaturom ili količinom dovedene pare.
Komora na ulazu i izlazu ima zavesice koje sprečavaju nekontrolisani izlaz pare van ili prodor okolnog, hladnog vazduha u nju.
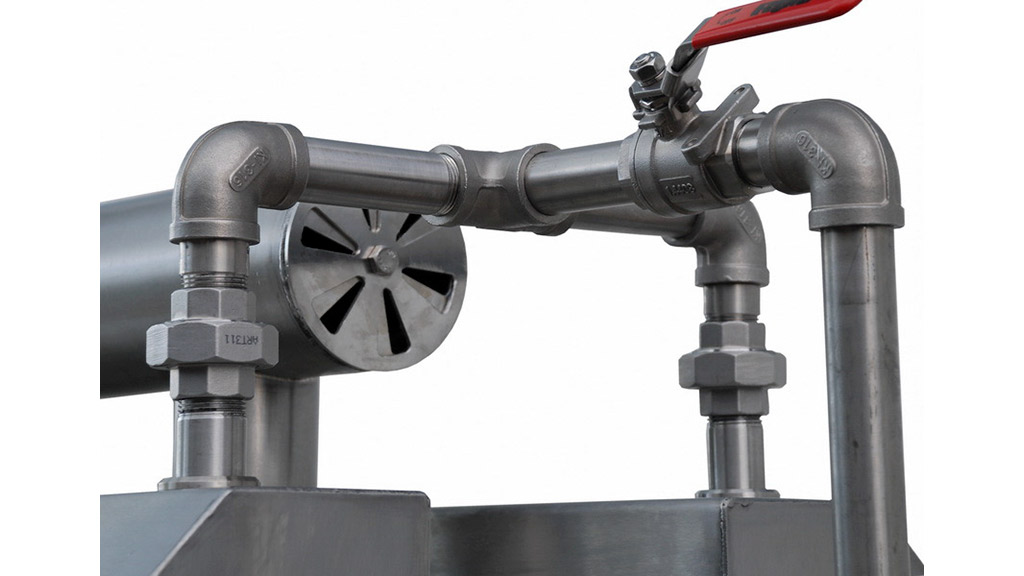
Paru za sliviranje se sistemom cevovoda dovodi do komore i kroz diznu uduvava u nju, gde donetom toplotnom energijom vrši zagrevanje sliv etikete. Višak vodene pare, koja se u procesu zagrevanja nije izkondenzovala, iz komore izvlači centrifugalni ventilator stvarajući podpritisak.
Podpritisak u komori se reguliše pomoću klapni na usisu ventilatora. Vodena para se fleksibilnim crevom transportuje van prostorije.
SLIVPAK je izrađen od nerđajućeg čelika.
TEHNIČKE KARAKTERISTIKE
| – kapacitet mašine | Q = 1000 boca / h |
| – instalisana snaga | Pi = 0.55 kW |
| – nazivni napon | U = 3 x 380 V 50 Hz |
| – potrebna količina pare | 60 Kg/h |
| – nazivni pritisak pare na | P = 3 bar |
| – dimenzije mašine D x Š x V | 3500 x 750 x 2300 mm |
| – masa mašine | M = 200 Kg |
| – vrsta folije | Termoskupljaća PE |